Новые сведения о литье платины
Новые сведения о литье платины
Христофер Дж. Кари, директор HOOVER & STRONG
Как и в других производственных процессах, в случае литья платины необходимо систематически контролировать процесс и продукцию. Вы должны постоянно улучшать качество продукции, оценивая ее, внося технические новации и обеспечивая контроль процесса. Ниже в хронологической последовательности приведено описание процедур, необходимых для успешного литья платины.
Модель
При проектировании модель для платины должна быть тоньше модели, изготовленной для золота или серебра. Сплавы платины имеют больший удельный вес, который составляет 20,0 – 21,5, удельный вес стерлингового серебра – 10,36, золото 14 карат – 13,4, и золото 18 карат – 15,5.
Необходимо избегать создания моделей с сечением, переходящим от толстого к тонкому и возвращающегося к толстому. В таком случае при переходе через участок с тонким сечением в платине может возникнуть эффект Вентури (рис
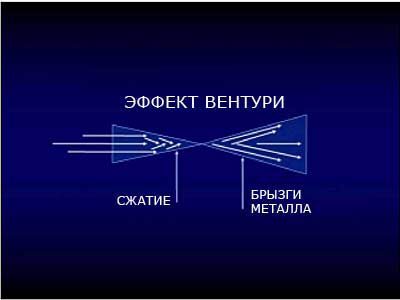
Рис.1 . 2).
Кроме этого, в затвердевающую платину может попасть воздух, и отливка будет очень пористой. К тому же часть с тонким сечением охлаждается быстрей, а в толстом сечении при затвердевании создается усадочная пористость.
Если проект требует, чтобы в модели были переходы толстый-тонкий-толстый, для предотвращения осложнений лучше, чтобы она состояла из нескольких частей.
Для создания лучшего соединения с питателями необходимо изучить металлическую модель, чтобы питатели не затруднили подготовку и резку формы, инжекцию воска и литье.
Например, если край каста или каст с грифом перпендикулярны каналу питания, во время инжекции воска давление в форме может покорежить деталь. Стенка одной стороны каста может изогнуться по отношению к другой, и это будет отчетливо видно в случае квадратных или прямоугольных кастов.
Питатели моделей необходимо оценить для того, чтобы улучшить условия прохождения металла в углубления формомассы. Питатель, достаточный для золота 18 карат, может оказаться непригодным для платины и может потребоваться добавление других питателей.
В основном, питатели должны немного сужаться со стороны заполняемого литья, но это сжатие не должно делаться при помощи напильника, так как таким образом изменится объем. Лучший способ сужения конца питателя – сколотка или вальцевание до присоединения его к модели. Во время литья это сужение, уменьшая турбулентность, позволит расплавленному металлу более равномерно проникать в углубления формы, а так же уменьшить острые края формы, которые могут отламываться и загрязнять металл (рис
Наиболее распространенным дефектом, появляющимся при литье платины, является углубление под питателем, которое вызывается усадкой при солидификации. Диаметр питателя должен быть достаточен для того, чтобы в форму вошло количество платины необходимое для полного заполнения формы.
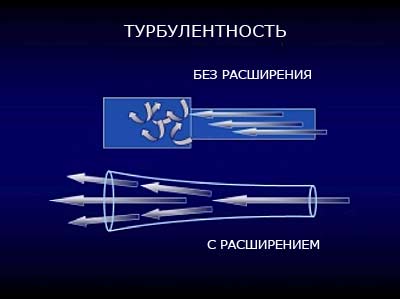
Рис. 2
Если этого не происходит, под питателем образуется углубление (эта часть затвердевает последней). Для того, чтобы правильно заполнить форму платиной, диаметр или сечение питателя должны быть, по крайней мере, равны самому толстому заполняемому сечению.