Новые сведения о литье
Металлы
В том случае, даже если для литья рекомендуется использовать высокие пропорции между свежим металлом и рециркулируемым (70 свежего и 30 вторичного), литейщик не всегда рассматривает это отношение как экономичное. Если необходимо использовать большие или очень большие отношения между количеством нового металла и вторичного, расплавленный металл должен дольше оставаться при высокой температуре. Таким образом могут быть удалены до литья некоторые загрязнения. Необходимо также убедиться, что весь возвратный металл абсолютно чист и в нем нет посторонних включений, таких как формомасса, окислов или кислот.
Плавка
Рекомендуется правильно измерять температуру расплавленного металла, используя пирометры. Вы должны контролировать, что бы эти приборы проверялись и тарировались два раза в год или по мере необходимости.
Необходимо помнить, что оптические пирометры могут быть подвержены влиянию дыма или шлама на поверхности расплавленного металла. Так происходит со сплавами платины, содержащими кобальт, когда поверхностная пленка или дым исчезают, датчик показывает реальную температуру, которая обычно намного выше, чем требуется. До использования все тигли должны быть тщательно осмотрены, их состояние должно быть проверено (толщина стенок, износ литейных форсунок, трещины и т.д.). Необходимо также убедиться, что в них не осталось металла или посторонних материалов, чтобы избежать риска попадания загрязнений. Требуется записывать количество плавок, сделанных в каждом тигле и следует создать архив данных, чтобы определить момент, когда тигли будут изношены.
в небольших мастерских это наиболее распространенный метод литья платины, несмотря на то, что он не обеспечивает такой точности контроля процесса и качества продукции, рис. 4.
Литье
Горизонтальная или вертикальная центрифуга/ горелка:

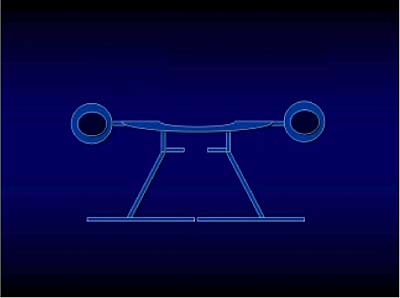
Когда производится литье платины при помощи горелки и центрифуги, до литья необходимо отрегулировать равновесие рычага центрифуги. Лучший способ балансировки – поместить опоку на рычаг центрифуги и затем подобрать противовесы, чтобы рычаг находился в горизонтальном положении, параллельно опоре литейной машины. Если рычаг сбалансирован плохо, это может вызвать потери или выплескивание расплавленного металла, вызванное вибрацией рычага. Опока может вылететь из вращающегося рычага, нанеся тяжелый ущерб персоналу или окружающим предметам.
Когда литье производится при помощи системы с нагревом горелкой, необходимо быть максимально внимательными в особенности во время плавки. Независимо от вашего опыта, угадать, когда металл имеет наилучшую для литья температуру – это всегда проблема.
Для плавления платины горелкой рекомендуется использовать водород и кислород. Тем не менее можно также пользоваться пропаном или метаном и кислородом, давление которого регулируется на достаточно большое значение.
Когда металл расплавлен и готов для литья, а опока хорошо сбалансирована, вы должны быстро включить вращение и удалить горелку (вверх на горизонтальной центрифуге и вниз на вертикальной).
Вертикальная центрифуга имеет два преимущества: когда рычаг центрифуги и тигель поднимаются во время первой четверти поворота, при помощи гравитации обеспечивается увеличение ускорения. Кроме этого, если металл вылетает или разбрызгивается во время литья, металл или опока вылетает вверх и вдали от оператора.
При помощи горелки и центрифуги были изготовлены многие украшения из платины, однако эта технология во многом отличается от современных систем, о которых мы поговорим ниже. эта технология плавки является прогрессивной по отношению к методу с горелкой, так как для плавки металла используется катушка индуктивности.
 |
|
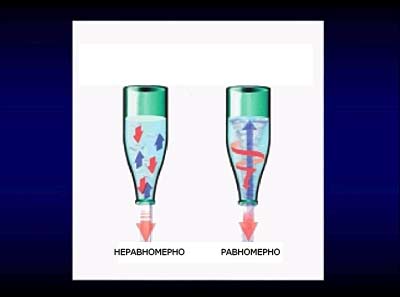
ЭФФЕКТИВНОЕ ВЫТЕСНЕНИЕ ГАЗА МЕТАЛЛОМ БЛАГОДАРЯ ЭФФЕКТУ ВОРОНКИ |
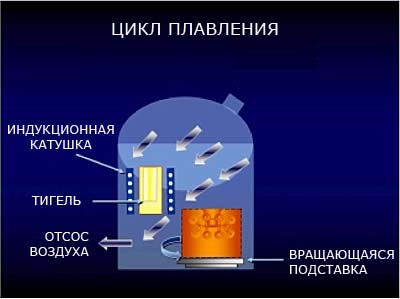
Индуктивный нагрев – более чистый и быстрый метод плавления платины, чем горелка, а также происходящий с меньшими потерями тепла. Для плавления платины рекомендуется использовать высокочастотные генераторы. Хорошо спроектированная центрифуга для литья платины имеет рычаг, складывающийся в двух местах. Система со складывающимися рычагами компенсирует вес платины (инерцию) и направляет поток расплавленного металла в опоку. Как бы то ни было, эта система все еще используется сегодня, поэтому остается проблема турбулентности, как и в случае горелки и центрифуги, и все еще остается необходимым балансировать опоку.
Наиболее современные индукционные центрифужные машины используют эффект вакуума. Это помогает уменьшить турбулентность расплавленного металла, снижая воздействие сопротивления воздуха, который остается в опоке. эти машины для плавления и литья с индукционным нагревом предусматривают литье с наклоненным тиглем, вакуум, вращение вертикальной опоки от нуля до 600 об/мин, поддавливание газом (аргоном). Для точного измерения температуры используются двухцветные оптические пирометры, машины оснащены программаторами с управляемой логикой.
 |
|
СЕЧЕНИЕ КАНАЛА ПИТАНИЯ |
Данное описание демонстрирует преимущество машин последнего поколения для литья платины: они используют разные силы: гравитацию (литье с наклоном тигля), вакуум, центробежную силу (вертикальное вращение опоки, которое способствует постепенной замене газа расплавленным металлом) и давление, то есть силы, которые тянут и толкают, рисунки с 5 по 8.
Как случается с большим числом новинок, литьевые машины последнего поколения позволяют увеличить производительность и эффективность. В то время, когда обычные машины для центрифужного литья позволяют отливать от 125 до 175 г платины, некоторые из последних современных машин имеют тигель, который может содержать до 700 г.