Восковки – Елочка
Изготовление восковых моделей
Впрыск расплавленного воска в резиновую форму позволяет изготовить множество восковых моделей. Важно использовать воск хорошего качества с узким интервалом плавления. И в этом случае существует различные материалы, каждый из которых имеет собственные характеристики, пригодные для использования в различных ситуациях. Некоторые виды воска являются более мягкими, однако они обладают большей гибкостью и их легче извлечь из резиновой формы.
Если необходимо воспроизвести очень гладкие поверхности, лучше использовать жесткую резину для формы и более жесткий воск. Если появятся сложности с выбором наиболее подходящих материалов, попросите совет у поставщика воска. Маловероятным является то, что только один вид воска может использоваться для всех потребностей литьевого производства, и прежде всего, если производство требует большого разнообразия форм, видов и размеров отливок. В некоторых случаях рекомендуется для центрального литника использовать воск отличный от воска, из которого изготовлены модели отливок. Чтобы избежать усилий натяжения (и вызываемых ими разрывов) в формомассе во время выплавки воска, воск для центрального литника должен плавиться при температуре более низкой, чем присоединенные к нему модели. После отжига формомассы (или как обычно говорится, опоки) воск не должен оставлять отходов в виде сажи.
Такие отходы могут являться причиной дефектов поверхности отливок, включая пористость. Простым способом определить, оставляет ли воск отходы в виде сажи, является помещение образца в кремнеземный тигель и проведение с ним полного цикла отжига. Если в тигле остается черный осадок, то это углерод, который содержался в воске. Расплавленный и горячий воск при помощи воскового инжектора под давлением подается в резиновую форму. Хороший инжектор должен гарантировать постоянную температуру и давление. Современные восковые инжекторы имеют автоматические блокировочные устройства (автозахваты), которые контролируют объем и вес изготовленной восковой модели, это позволяет изготовить серию одинаковых моделей (или "восковок"). Постоянство веса восковок, и, как следствие, отливок – общая проблема, вызываемая изменением усилия прижима и свойствами воска. Сила зажима формы вручную между металлическими пластинами может зависеть от усталости оператора. Рекомендуется зажимать и впрыскивать воск по одной форме за один раз! На Дальнем Востоке автор видел операторов с "сэндвичами" из трех форм, удерживаемых в руке, проводилась групповая инжекция 1-2-3! Это быстрый способ, но использовать его не рекомендуется, когда важно качество и повторяемость. Во многих случаях до инжекции воска форму покрывают тонким слоем талька или подходящего химиката, облегчая извлечение восковой модели после ее затвердевания. Существует множество предприятий, в которых тальк используется только для "сложных" форм, а не для "нормальных".
В природе человека заложено желание "хорошего" покрытия тальком вместо легкого распыления: необходимо помнить, что тальк вдавливается в поверхность воска и ухудшает ее качество.
Каждая форма должна иметь точную маркировку, для обеспечения постоянства качества необходимо записывать условия инжекции воска. Формы должны регулярно контролироваться для нахождения признаков повреждения или разложения и при необходимости выбрасываться. Замена формы на новую, произведенную по оригинальной модели, не составляет никакой сложности. Использование поврежденной формы не дает никаких преимуществ, так как она приведет к появлению дефектных восковок и увеличит стоимость финишной обработки украшения после литья. До монтажа елочки, восковки необходимо тщательно осмотреть. Дефектные должны быть выброшены для предотвращения потери времени во время последующих циклов обработки. Дешевле выбросить и подготовить новые восковки, чем тратить массу времени на ремонт дефектов. Слишком часто можно видеть работников за ремонтом восковок. На некоторых участках до половины численности персонала занимаются такой работой. Это не экономично! Если вы хотите получить отливку хорошего качества, ни в коем случае повторно не используйте старые или дефектные восковки, даже если есть возможность возвратить в производство чистый воск из центрального литника, так как он имеет отрицательное влияние на качество отливок. И наверняка вы никогда не должны возвращать в цикл выплавленный воск! Плавясь несколько раз, воск деградирует и может собирать пыль и частички формомассы. Не рекомендуется также долго хранить восковки.
 |
| Рис 7. Вакуумный инжектор. |
Лучше готовить свежие восковые модели. После изготовления, до монтажа на елочку, восковки должны храниться на подносе в прохладном месте. Не надо их складывать в кучку как попало, так как они могут быть повреждены и согнуты. Не использованные восковки должны быть защищены от пыли и находиться под крышкой или в ящике. Как уже было сказано в предыдущем параграфе, важную роль играют положение и размеры литников – они влияют на поток металла, направление затвердевания и возможность образования усадочной пористости. Если вы хотите избежать усадки, неполного наполнения или других сложностей, рекомендуем вам использовать питатели с круглым сечением, а не с квадратным или коническим.
Монтаж елочки
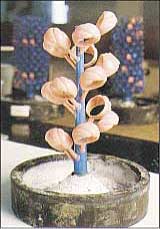 |
| Рис. 8. Установка по спирали восковок на елочке |
 |
| Рис. 9. Установка по горизонтали восковок на елочке |
Насколько возможно постарайтесь избежать монтажа на одной елочке восковок с различной формой, размерами и весом. Если это невозможно, наиболее мелкие устанавливайте сверху, крупные — внизу елочки (часть, наиболее близкая к прибыли). Кроме этого, восковки не должны располагаться слишком близко друг к другу, это позволит избежать опасно высоких для формомассы температур при литье расплавленного металла.
При монтаже на центральном литнике восковые модели должны располагаться по спирали, а не по вертикальной линии, так как это может иметь неблагоприятные последствия на прохождении затвердевания. Полезно маленькие части монтировать группами. В случае небольшого количества изделий можно использовать горизонтальное расположение (рис. 9).
Места пайки, в которых восковки прикрепляются к центральному литнику, должны быть гладкими, без углов, так как это может вызвать усадку литника в форме (рис. 10). Усадка может затруднить протекание жидкого металла в отливку и повлечь за собой неметаллические включения из-за разрушения формомассы в зоне сужения при литье жидкого металла.
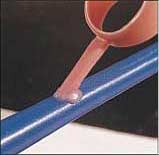 |
| Рис. 9. Правильное соединение восковки с центральным литником. |
Необходимо так же убедиться, что центральный литник хорошо совместим с резиновой подставкой, образуя гладкий конус (для прибыли), без выступов, которые создали бы турбулентность при заливке жидкого металла. Не забывайте взвешивать восковую елочку после ее завершения для расчета веса драгоценного металла необходимого для литья. Резиновая подставка должна быть взвешена отдельно и занесена в каталог, дающий возможность рассчитать вес воска. Для расчета веса сплава золота, необходимого для литья, нужно умножить вес восковой елочки (за вычетом веса подставки) на плотность сплава. Это хорошее базовое правило, даже если может возникнуть необходимость его коррекции на основе собственного опыта.
Для применения правила необходимо знать плотность всех литьевых сплавов золота. Если ваш поставщик не в состоянии предоставить эти значения, необходимо определить их при помощи весов, используя принцип Архимеда. Восковая елочка при помощи специальных приспособлений может быть смонтирована в горизонтальном, наклонном или даже вертикальном положении, в зависимости от предпочтений оператора.
В продаже есть различная оснастка, но многие литейщики предпочитают делать ее сами. Некоторые литейщики предпочитают использовать пустотелые центральные литники, так как на них можно установить большее число восковок, используя для литника меньше металла, чем требуемое для полнотелого литника того же диаметра. Это значит, что при последующем литье можно будет повторно использовать меньшее количество металла из литников. Из-за статического электричества восковые елочки собирают пыль. Если появляется такая проблема, елочки можно промыть жидкостью, повышающей поверхностное натяжение или разбавленным раствором моющего вещества и затем сполоснуть деионизированной водой.
Заключительные замечания к первой части
Эта статья рассматривает оптимальные практические приемы для первых 4 этапов литья в выплавляемые восковые модели (за исключением проектирования). Если вы хотите получить отливки хорошего качества, не преуменьшайте важности правильного их выполнения. Необходимо также подчеркнуть, что подготовка форм и восковок и монтаж елочек должен производиться в чистом помещении при отсутствии пыли, в помещении отделенном от того, где готовится формомасса, производится отжиг и литье. Для получения более детальной информации и лучшего понимания описанных процессов и технологии, на которой они базируются, рекомендуем читателям ознакомиться со многими статьями по этой тематике, опубликованными в предыдущих номерах "Технологии обработки золота" и технических публикациях WGC, перечисленных в библиографии.
Библиография
1. Затвердевание сплавов золота, статья Марка Гримвейда в "Технологии обработки золота" №2, июнь 1990 г.
2. Часть 3 "Руководство по литью и его дефектам", Дитер, окт. 1997, опубл. WGC, Лондон.
3. "Улучшение качества при литье в выплавляемые восковые модели…", В. Фачченда, Заключения симпозиума SantaFe, 1999, стр. 271.
Рекомендуем прочитать "Технологию обработки золота" №7, 1992-№11, 1993, 1994 – №17, 1995 – №20, 1996 и №23, 1998 г.
Все перечисленные статьи касаются аспектов литья в выплавляемые восковые модели.
Учебник по литью в выплавляемые восковые модели, WorldGoldCouncil, 1995.
Учебник дефектам литья и другим дефектам, WorldGoldCouncil, 1997.
Все перечисленные номера "Технологии обработки золота" изданные WGCможно получить в WGC, InternationalTechnology, 45 PallMall, LondraSW1Y5JG, UK.
Благодарность
Эта статья основана на заметках, сделанных во время последних семи лет на многих технических семинарах в основных ювелирных центрах всего мира. Автор благодарит группу технических консультантов WGCи в особенности Марка Гримвейда и Валерио Фачченда за вклад, внесенный их участием.